Systems Analysis and Design
45-878
Solutions to Exercise 2
The answer points provided below are not comprehensive. They are suggested answers.
Yes. Data stores are passive and need a process to remove or put in data from a data store. Similarly, an external entity is outside the system and needs a process to access the data.
Yes. In the short run, productivity can suffer. However, in the long run, productivity usually rises with the use of CASE.
Data Flow Diagram
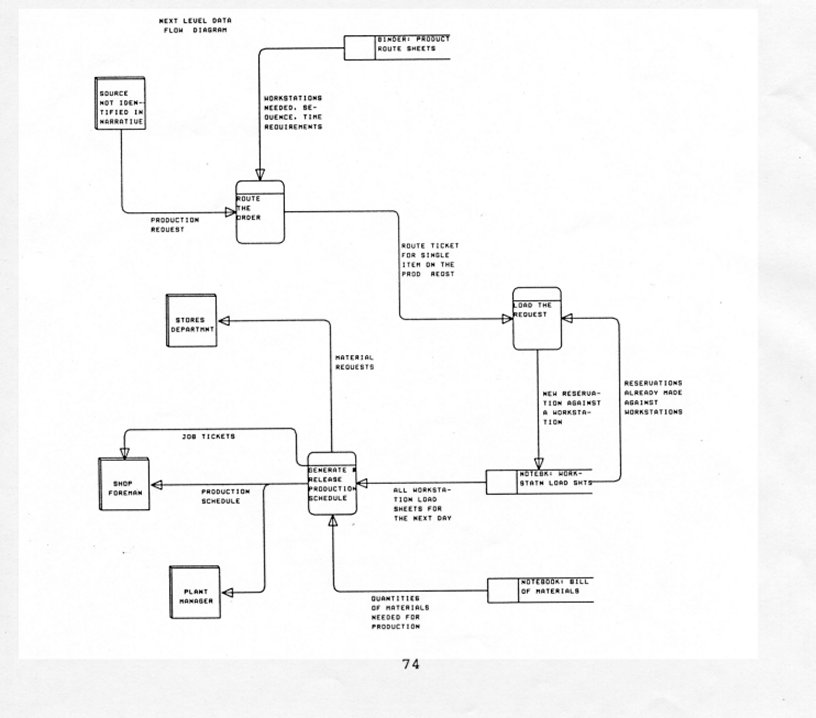
Given the following narrative description of a physical system, draw a physical data flow diagram to illustrate the system. (20)
The purpose of the production scheduling system is to respond to PRODUCTION REQUEST by generating a daily PRODUCTION SCHEDULE (one copy each for the plant manager and the shop line supervisor), generating MATERIAL REQUESTS (sent to the STORES DEPARTMENT) for all auction orders scheduled for the next day, and generating JOB TICKETS for the work to be completed at each workstation during the next day at to the SHOP LINE SUPERVISOR). The work is described in the following paragraphs.
The production scheduling problem can be conveniently broken down into three functions: routing, loading, and releasing. For each product on PRODUCTION REQUEST, we must determine which workstations are needed, in what sequence the work must be done, and how much time should be necessary at each workstation to complete the work. This data available from the PRODUCT ROUTE SHEETS, which are kept in loose-leaf binders. This process is referred to as ROUTING THE ORDER and results in a ROUTE TICKET.
Given a ROUTE TICKET (for a single product on the original PRODUCTION REQUEST), we then LOAD THE REQUEST. Loading is nothing more than "receiving" dates and times at specific workstations. The reservations that have already been made are recorded in another loose-leaf binder, which is labeled WORKSTATION LOAD SHEETS. Loading requires to look for the earliest available time slot for each task, being careful to preserve the required sequence of tasks (determined from the ROUTE KET). At the end of each day, the WORKSTATION LOAD SHEETS for each workstation are pulled from the binder. A PRODUCTION SCHEDULE is created from these worksheets. JOB TICKETS are prepared for each task each workstation. The materials needed are determined from the BILL MATERIALS FILE—a notebook—and MATERIAL REQUESTS are generated for appropriate quantities.
{kind=link}